
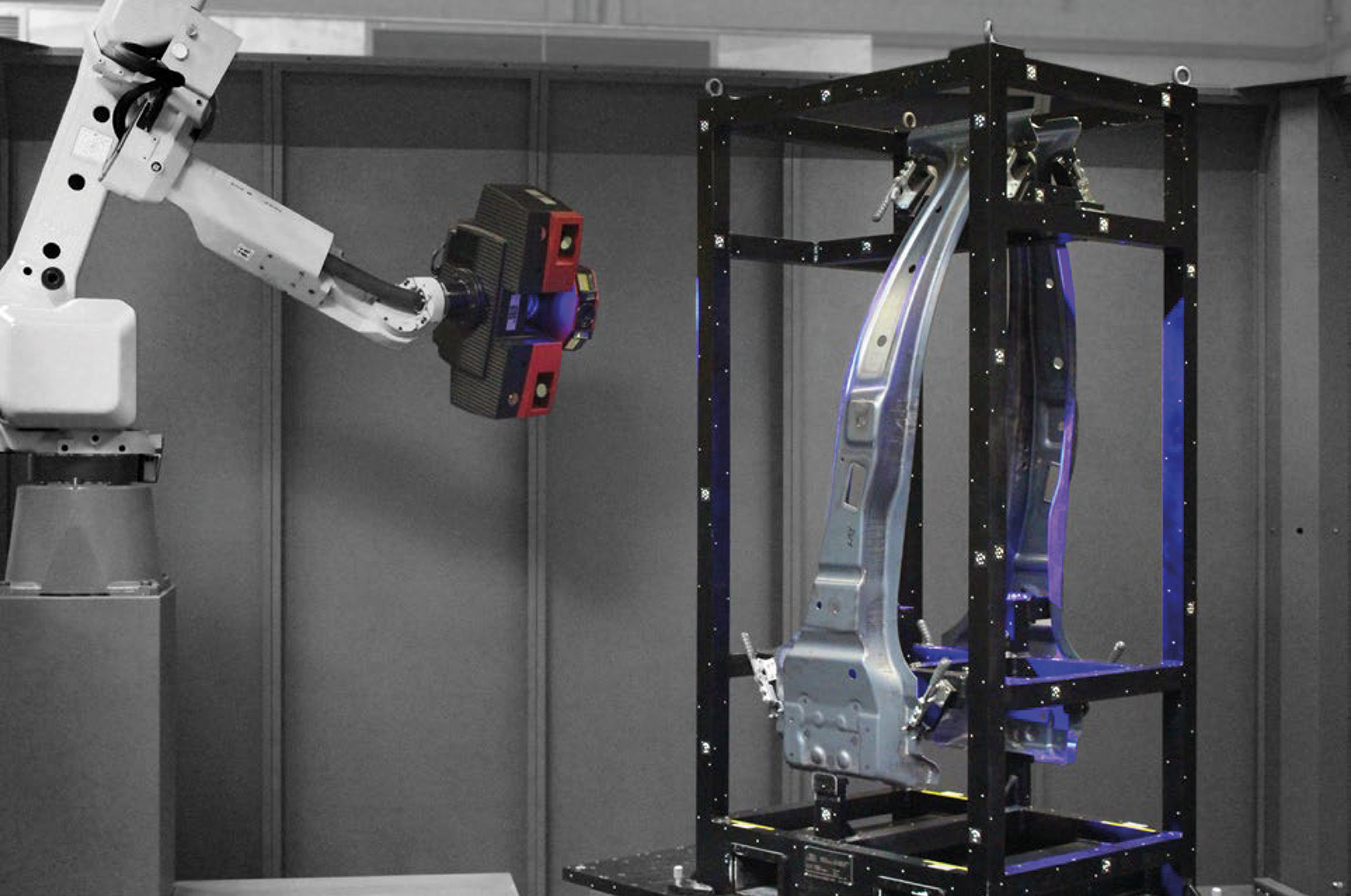
V průmyslové výrobě zajišťují automatizované měřící techniky plynulejší proces výroby při současném zachování spolehlivosti procesu na vysoké úrovni. To je také důvod, proč se společnost Metalsa rozhodla pro automatizovaný, optický 3D měřicí systém ATOS ScanBox.
Společnost Metalsa, založená roku 1956, se sídlem v Bergneustadtu (Německo), vyrábí zejména moduly podvozků, konstrukce karoserií a bezpečnostní systémy. Mezi zákazníky patří renomovaní němečtí výrobci automobilů jako Daimler, Volkswagen, BMW a Audi, ale také mezinárodní výrobci jako Škoda, Volvo a Toyota.
Od roku 2013 používá společnost Metalsa ATOS ScanBox od firmy GOM zejména pro automatizovanou kontrolu sérií, ale také pro výrobu nástrojů. “Úspora času ve srovnání s kontaktním měřením je obrovskou výhodou“, vysvětlil odborník na měření Marcus Girndt.
Kontrola kvality lisovaných dílů je založena na dvoustupňovém nebo spíše třístupňovém procesu pokud počítáme také sestavení. “Poprvé měříme díly v sérii před započetím řezání, abychom zajistili, že díly, které nejsou v souladu s požadovanými rozměry, se dále nezpracovávají. Výsledky celoplošného měření se potom porovnají s nominálními CAD daty. ATOS ScanBox to dělá automaticky“, dodal Girndt. Výsledkem jsou nejen povrchové odchylky od CAD dat, ale také vyhodnocení tolerancí tvaru a polohy (GD&T).
Jakmile je plán měření uložen jako šablona do softwaru ATOS Professional, měření a kontrola běží automaticky. Pro kontrolu povrchu dílu je tento díl virtuálně ustaven. Protože vyvrtané otvory a ořezané hrany zatím neexistují, použije software ATOS Professional jako referenci oblasti vykazující výrazný tvar.
Na základě této reference lze díl optimálně virtuálně ustavit. Díky tomu je možné provést analýzu tváření před ořezáním laserem. “S ohledem na naše objemy měření by dotykové měřicí techniky vůbec nefungovaly”, uvedl Girndt. “Při analýze tváření sloupku B byste museli měřit stovky, ne-li tisíce měřicích bodů. Výsledkem by byl report o 60 stranách. Místo toho nyní máme vizuální vyhodnocení, které ukazuje vše podstatné ve formě barevného grafu, ve kterém se během chvilky krásně zorientujete. Tímto způsobem ušetříme dvě třetiny požadovaného času.“
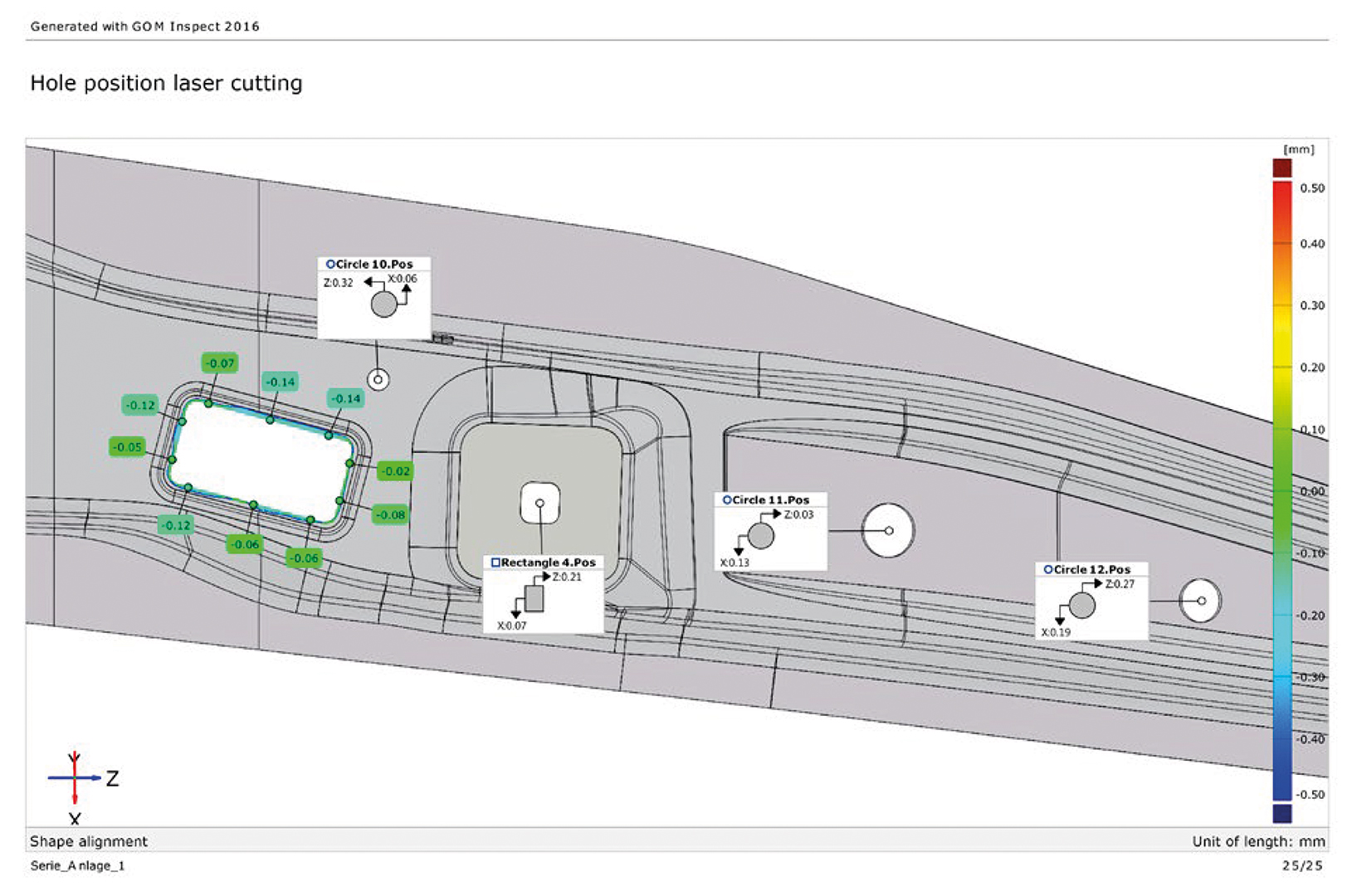
Pokud tvar dílu leží v toleranci, je dalším krokem řezání laserem. Během řezání laserem je díl opatřen charakteristickými znaky, jako jsou otvory a obrys dílu. Poté nastává druhé měření, které slouží ke kontrole ořezání laserem. Poloha otvorů a oříznutí děr, stejně jako celý vnější obrys dílu, se kontroluje s přesností na desetiny milimetru.
Pokud jednotlivé díly odpovídají dané toleranci, jsou buď přímo předány zákazníkovi, nebo jsou předány k dalšímu zpracování a sestavení. Svařované sestavy se také kontrolují pomocí optického měřicího přístroje. Standardně jsou kontrolovány z hlediska povrchových bodů, ořezových bodů a pozic otvorů.
Kromě toho využívá společnost Metalsa měřicí přístroj ATOS ScanBox i pro analýzy stability výrobního procesu. V této souvislosti je porovnáno několik měření pro definování ukazatelů stability výroby Cp a Cpk.
Díky snadnému a intuitivnímu ovládání může být měřicí přístroj provozován i bez předchozích metrologických znalostí. Zaškolení zaměstnanců zabere jen půl hodiny a umožní snadnou obsluhu systému. Všechny naměřené data jsou automaticky ukládány, takže je lze znovu kdykoli použít a zpracovat pro stabilitu výroby. Není potřeba díl měřit podruhé.
Můžeme tedy zdůraznit tři aspekty, které ukazují, že se měřicí systém stal cennou investicí s ohledem na konkurenci: vysoká míra využitelnosti, významné snížení času měření a celoplošné výsledky.

Jsme držitelé certifikátu kvality
ČSN EN ISO 9001:2016
MCAE Systems, s.r.o.
Knínická 1771/6, 664 34 Kuřim
Tel.: +420 549 128 811
E-mail: mcae@mcae.cz
Chcete být stále informováni o novinkách a službách?
